
数控车床基本程序圆弧插补指令
圆弧插补指令G02、G03 指令格式:G02/G03 X(U)___Z(W)___I___K___F___; G02/G03 X(U)___Z(W)___R___F___;
1.圆弧顺逆的判断
圆弧插补指令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03。圆弧插补的顺逆可按下图给 出的方向判断:沿圆弧所在平面(如XZ平面)的垂直坐标轴的负方向(-Y)看去,顺时针方向为G02,逆时针 方向为G03。
数控车床是两坐标的机床,只有X轴和Z轴,按右手定则的方法将Y轴也加上去来考虑。观察者让Y轴的正 向指向自己(即沿Y轴的负方向看去),站在这样的位置上就可正确判断X-Z平面上圆弧的顺逆时针了。
2.说明:
①采用绝对值编程时,圆弧终点坐标为圆弧终点在工件坐标系中的坐标值,用X、Z表示。当采用增量值 编程时;圆弧终点坐标为圆弧终点相对于圆弧起点的增量值,用U、W表示。
②圆心坐标I、K为圆弧起点到圆弧中心所作矢量分别在X、Z坐标轴方向上的分矢量(矢量方向指向圆心) 。本系统I、K为增量值,并带有“±”号,当分矢量的方向与坐标轴的方向不一致时取“-”号。
③当用半径只指定圆心位置时,由于在同一半径只的情况下,从圆弧的起点到终点有两个圆弧的可能性 ,为区别二者,规定圆心角≤180°时,用“+R”表示。若圆弧圆心角>180°时,用“-R”表示。
④用半径只指定圆心位置时,不能描述整圆。
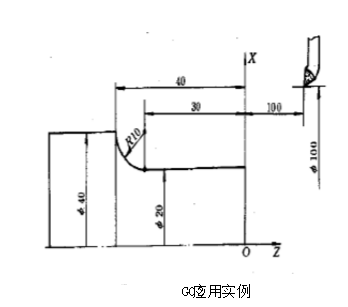
如上图所示G02应用实例:
用I、K表示圆心位置,绝对值编程:
N03 G00 X20.O Z2.O;
N04 G01 Z-30.0 F80;
N05 G02 X40.0 Z-40.0 I1O.O KO F60;
用I、K表示圆心位置,增量值编程:
N03 G00 U-80.O W-98.0;
N04 G01 UO W-32.0 F80;
N05 G02 U20.O W-10.0 I10.0 K0 F60;
用R表示圆心位置
N04 G01 Z-30.O F80;
N05 G02 X40.0 Z-40.O R10 F60,
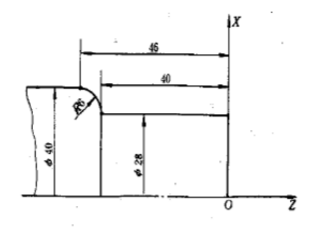
如上图所示G03应用实例:
用I、K表示圆心位置,采用绝对值编程。
N04 G00 X28.0 Z2.O;
N05 G01 Z-40.0 F80;
N06 G03 X40.O Z-46.0 I0 K-6.0 F60;
采用增量值编程
N04 G00 U-150.O W-98.0;
N05 G01 W-42.O F80;
N06 G03 U12.0 W-6.0 10 K-6.0 F60;
用R表示圆心位置,采用绝对值编程。
N04 G00 X28.0 Z2.O;
N05 G01 Z-40.0 F80;
3. G02/G03车圆弧的方法:
应用G02(或G03)指令车圆弧,若用一刀就把圆弧加工出来,这样吃刀量太大,容易打刀。所以,实际 车圆弧时,需要多刀加工,先将大多余量切除,最后才车得所需圆弧。下面介绍车圆弧常用加工路线。
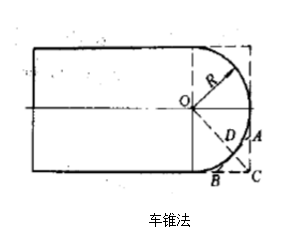
上图为车圆弧的车锥法切削路线。即先车一个圆锥,再车圆弧。但要注意,车锥时的起点和终点的确定 ,若确定不好,则可能损坏圆锥表面,也可能将余量留得过大。确定方法如图2-4所示,连接OC交圆弧于D ,过D点作圆弧的切线AB。
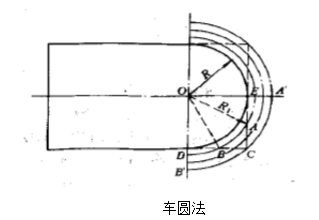
上图为车圆弧的同心圆弧切削路线。即用不同的半径圆来车削,最后将所需圆弧加工出来。此方法在确 定了每次吃刀量ap后,对90°圆弧的起点、终点坐标较易确定,数值计算简单,编程方便,常采用。但空 行程时间较长。
编程实例
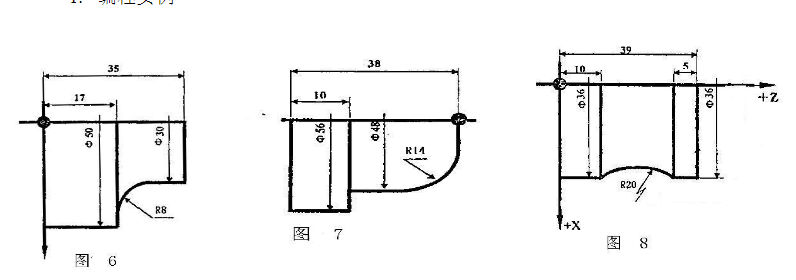
| 图6所示加工程序 | 图7所示加工程序 | 图8所示加工程序 |
| 1.23 | 0.01 | 0.02 |
| M3S800G95T0101 | M3S600G95T0101 | M3S700T0101G95 |
| G0X30Z37 | G0X20Z2 | G0X36Z42 |
| G1Z27F0.15 | G1Z0F0.2 | G1Z34F0.1 |
| G02X46W-8R8 | G03X48Z-14I0K-14F0.08 | G02X36W-24R20? |
| G1X50 | G1Z-28 | G01W-10 |
| W-17 | X56 | G0X100Z100 |
| G0X150Z150 | W-10 | M30 |
| M30 | G0X100Z100 | |
| M30 |


扫一扫 了解更多
 收藏网站
收藏网站 联系我们
联系我们 网站地图
网站地图 CA6166普通卧式车床
CA6166普通卧式车床 CK6150X1000数控车床
CK6150X1000数控车床 CK6136x1500数控车床
CK6136x1500数控车床 CK6130数控车床
CK6130数控车床