
格式:G76C(c)R(r)E(e)A(a)X(x)Z(z)I(i)K(k)U(d)V(Δdmin)Q(Δd)P(p)F(L)
说明:螺纹切削固定循环G76 执行如图a所示的加工轨迹。其单边切削及参数如图b所示。
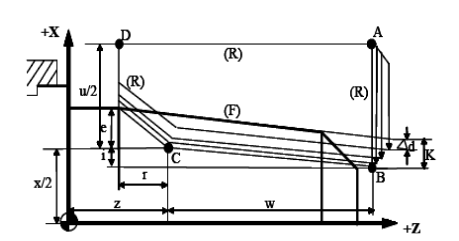
图a 数控车床螺纹切削复合循环G76
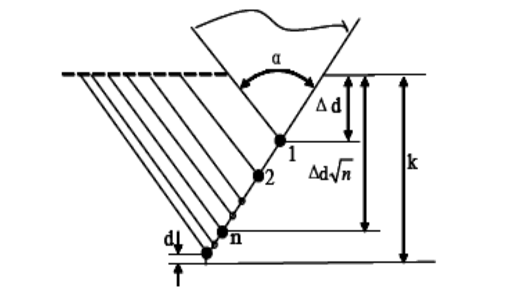
图b 数控车床G76循环单边切削及其参数
注意:
1.按G76段中的X(x)和Z(z)指令实现循环加工,增量编程时,要注意u和w的正负号(由刀具轨迹AC和C D段的方向决定)。
2.G76循环进行单边切削,减小了刀尖的受力。第一次切削时切削深度为Δd,第n次的切削总深度为Δd ,每次循环的背吃刀量为Δd
3.图a中,C到D点的切削速度由F代码指定,而其它轨迹均为快速进给。


扫一扫 了解更多
 收藏网站
收藏网站 联系我们
联系我们 网站地图
网站地图 TCK6336斜床身数控车床
TCK6336斜床身数控车床 CK61100x1500数控车床
CK61100x1500数控车床 CK6180x2000数控车床
CK6180x2000数控车床 TCK6332斜床身数控车床
TCK6332斜床身数控车床