
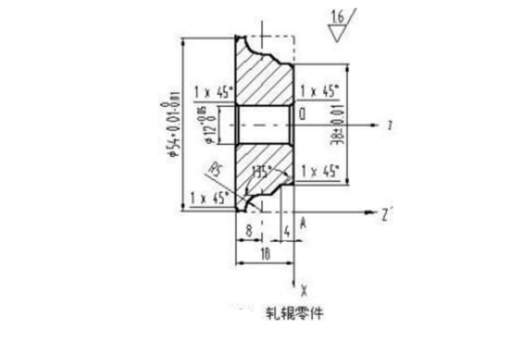
如图所示轧辊工件,毛坯为φ55㎜×18㎜盘料,φ12+0。05㎜内孔及倒角和左右两端面已加工过,材料为45钢。
数控车床采用阶梯切削路线编程法,刀具每次运动的位置都需编入程序,程序较长,但刀具切削路径短,效率高,被广泛采用。
1.根据零件图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以已加工出的φ12+0.005㎜内孔及左端面为工艺基准,用长心轴及左端面定位工件,工件右端面用压板、螺母夹紧,用三爪自定心卡盘夹持心轴,一次装夹完成粗精加工。
2)数控车床车削工步顺序
① 粗车外圆。基本采用阶梯切削路线,为编程时数值计算方便,圆弧部分可用同心圆车圆弧法,分四刀切完;圆锥部分用相似斜线车锥法分三刀切完。
② 自右向左精车外轮廓面。
2.选择机床设备
根据零件图样要求,选用经济型数控车床即可达到要求。故选用CJK6136D型数控卧式车床。
3.选择数控车床刀具
根据加工要求,考虑加工时刀具与工件不发生干涉,可用一把尖头外圆车刀(或可转位机夹外圆车刀)完成粗精加工。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点
确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如图所示。
采用手动对刀方法把工件右端面与毛坯外圆面的交点A作为对刀点,如图2-20所示。采用MDI方式操纵机床,具体操作步骤如下:
1)回参考点操作
采用ZERO(回参考点)方式进行回参考点的操作,建立机床坐标系。
2)试切对刀
主轴正转,先用已选好车刀的刀尖紧靠工件右端面,按设置编程零点键,CRT屏幕上显示X、Z坐标值都清成零(即X0,Z0);然后退刀,再将工件外圆表面车一刀,保持X向尺寸不变,Z向退刀,当CRT上显示的Z坐标值为零时,按设置编程零点键,CRT屏幕上显示X、Z坐标值都清成零(即X0,Z0)。系统内部完成了编程零点的设置功能,即对刀点A为编程零点,建立了XAZ′工件坐标系。停止数控车床主轴,测量工件外圆直径D,若D测得φ55㎜。
3)建立工件坐标系
刀尖(车刀的刀位点)当前位置就在编程零点上(即对刀点A点),现为编程方便,把工件右端面与轴心线的交点O为工件原点,要建立XOZ工件坐标系。则可执行程序段为G92 X27.5 Z0,CRT将会立即变为显示当前刀尖在XOZ工件坐标系中的位置,X坐标值为27.5,Y坐标值为0。即数控系统用新建立的XOZ工件坐标系取代了前面建立的XAZ′工件坐标系。换刀点设置在XOZ工件坐标系下X15 Z150处。
6.编写程序(该程序用于CJK6136D车床)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下(该系统X方向采用半径编程):
N0010 G92 X27.5 Z0 ;建立XOZ工件坐标系
N0020 G00 Z2 S500 M03
N0030 X27 ;车外圆得φ54㎜
N0040 G01 Z-18.5 F100
N0050 G00 X30
N0060 Z2
N0070 X25.5 ;粗车一刀外圆得φ51㎜
N0080 G01 Z-10 F100
N0090 G91 G02 X1.5 Z-1.5 I1.5 K0 ;粗车一刀圆弧得R1.5㎜
N0100 G90 G00 X30 N0110 Z2
N0120 X24 ;粗车二刀外圆得φ48㎜
N0130 G01 Z-10 F100
N0140 G91 G02 X3 Z-3 I3 K0 ;粗车二刀圆弧得R3㎜
N0150 G90 G00 X30 N0160 Z2
N0170 X22.5 ;粗车三刀外圆得φ45㎜
N0180 G01 Z-10 F100
N0190 G91 G02 X4.5 Z-4.5 I4.5 K0 ;粗车三刀圆弧得R4.5㎜
N0200 G90 G00 X30
N0210 Z2
N0220 X21 ;粗车四刀外圆得φ42㎜
N0230 G01 Z-4 F100
N0240 G91 X1.5 Z-1.5 ;粗车圆锥一刀
N0250 G90 G00 X25
N0260 Z2
N0270 X19.5 ;粗车五刀外圆得φ39㎜
N0280 G01 Z-4 F100
N0290 G91 X3 Z-3 ;粗车圆锥二刀
N0300 G90 G00 X25
N0310 Z2
N0320 X18 ;精车外轮廓
N0330 G01 Z0 F150 S800
N0340 G91 X1 Z-1
N0350 Z-3
N0360 X3 Z-3
N0370 Z-3
N0380 G02 X5 Z-5 I5 K0
N0390 G01 Z-2
N0400 X-1 Z-1
N0410 G90 G00 X30
N0420 Z150
N0430 M02


扫一扫 了解更多
 收藏网站
收藏网站 联系我们
联系我们 网站地图
网站地图 C6136D普通车床
C6136D普通车床 CK6163x3000数控车床
CK6163x3000数控车床 CA6166普通卧式车床
CA6166普通卧式车床 CK6152Ex1500数控车床
CK6152Ex1500数控车床