
复合形状粗车循环G73
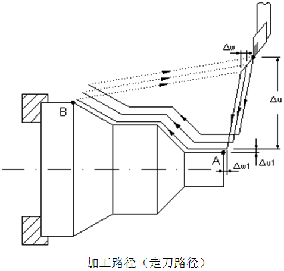
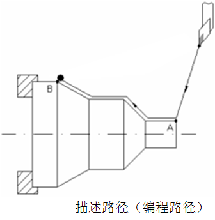
功能:数控车床车削时按照轮廓加工的最终路径形状,进行反复循环加工。
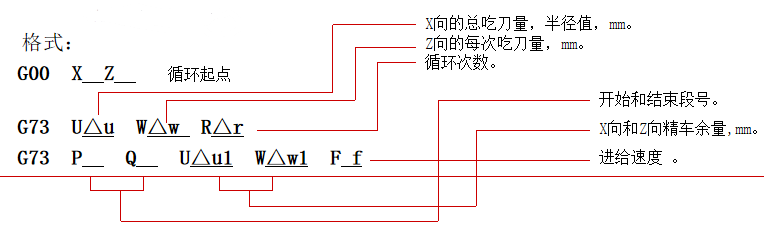
★ 循环起点定位可用不仅可用G00指令,还可以使用G01、G02、G03等,这里用
G00只是格式说明。并且用 G00指令可以实现快速定位。
★ 循环指令均可自动退刀,我们不需指定。注意自动退刀要避免产生刀具干涉。
★ 该指令可以切削凹陷形的零件。
★ 循环起点要大于毛坯外径,即定位在工件的外部。
★ 粗车循环后用精车循环G70指令进行精加工,将粗车循环剩余的精车余量切削 完毕。格式如下:
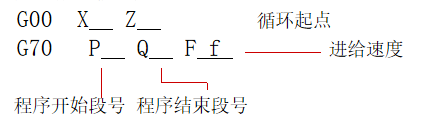
★ 精车时要提高主轴转速,降低进给速度,以达到表面要求。
★ 精车循环指令常常借用粗车循环指令中的循环起点,因此不必指定循环起点。


扫一扫 了解更多
 收藏网站
收藏网站 联系我们
联系我们 网站地图
网站地图 CK6152Ex1500数控车床
CK6152Ex1500数控车床 CA6166普通卧式车床
CA6166普通卧式车床 斜床身线轨数控车床TCK46A
斜床身线轨数控车床TCK46A CK6140x1500数控车床
CK6140x1500数控车床