
数控车床编程端面粗车循环 G72
功能:该指令又称横向切削循环,与G71指令类似,不同之处是G72的刀具路径是按径向X轴方向)进行切削循环的,适合加工盘类零件。
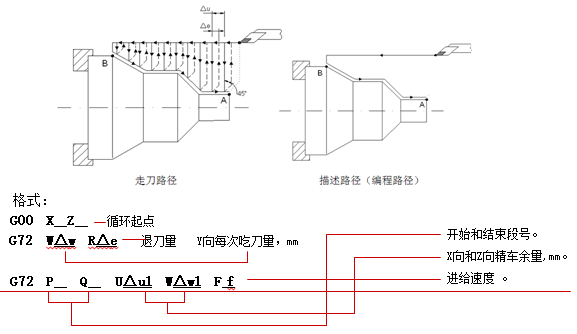
★ G72精加工程序段的第一句只能写Z值,不能写X或X、Z同时写入。
★ 该循环的起刀点位于毛坯外径处。
★ 该指令只能切削前小后大的工件,不能切削凹进形的轮廓。
★ 一般上 G72指令采用平放的外圆车刀,防止竖放的外圆车刀扎如工件,引起撞刀。
★ 由于G72走刀是逐步深入工件内部,所以G72指令可以加工内孔轮廓工件。
★ 使用该指令头部倒角,由于实际加工走刀的关系,描述路径时无需按照延长线述。
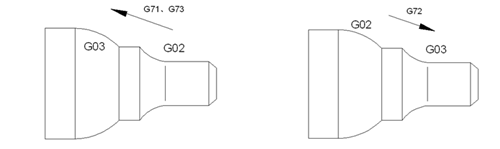
★ G72描述路径与G73和G71不同,G72从工件后部开始描述,相应的出现了圆弧的方向问题。
内轮廓加工循环(内孔加工、内圆加工)
G72走刀是逐步深入工件内部,所以G72指令可以加工内孔轮廓工件。由于G71走刀一次加工到工件的尾部,会引起撞刀,G73类似。
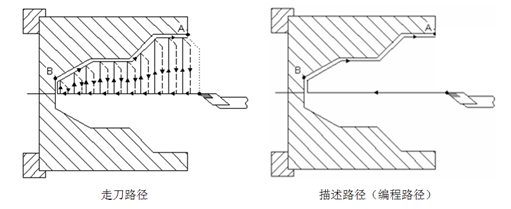
★ G72做内部轮廓加工时,给定的精车余量为负值,如G72 P_Q_U-0.2 W-0.1 F_,此时U、W为负值,才会使粗车加工留有余量。


扫一扫 了解更多
 收藏网站
收藏网站 联系我们
联系我们 网站地图
网站地图 CK6150x750数控车床
CK6150x750数控车床 CA6161普通卧式车床
CA6161普通卧式车床 CK6132数控车床
CK6132数控车床 CK6150X2000数控车床
CK6150X2000数控车床