
FANUC系统车床编程G40/G41/G42 刀尖半径补偿功能
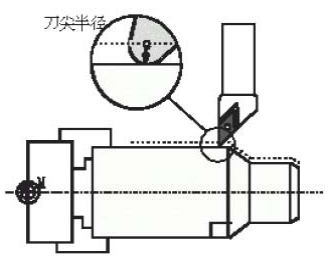
编程时,通常都将车刀刀尖作为一点来考虑,但实际上刀尖处存在圆角,如图所示。当用按理论刀尖点编出的程序进行端面,外径、内径等与轴线平行或垂直的表面加工时,是不会产生误差的。但在进行倒角、锥 会产生少切或过切现象。具有刀尖圆弧自动补偿功能的数控系统能 刀尖圆弧半径计算出补偿量,避免少切或过切现象的产生。
1. 格式:G40 X__ Z__;
G41 X__ Z__;
G41 X__ Z__;
当刀刃是假想刀尖时,切削进程按照程序指定的形状执行不会发生问题。不过,真实的刀刃是由圆 径 径会带来误差。
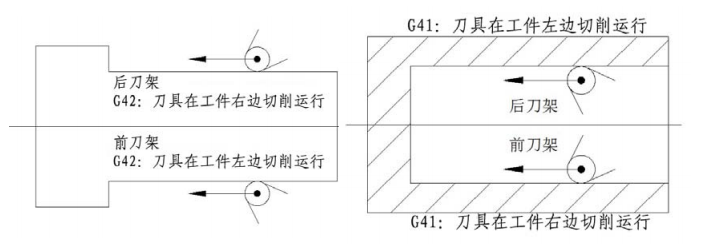
2.补偿方向:从刀具延工件表面切削运动方向看,刀具在工件的左边还是在右边,因坐标系变化而不同,如下:
| 命令 | 后刀台 | 前刀台 |
| G40 | 取消补偿 | 取消补偿 |
| G41 | 左补偿(内园时) | 右补偿(内园时) |
| G42 | 右补偿(外园时) | 左补偿(外园时 |
补偿的原则取决于刀尖圆弧中心的动向 。它总是与切削表面法向里的半径矢量不重合。因此,补偿的基准点是刀尖中心。通常,刀具长度和刀尖半径的补偿是按一个假想的刀刃为基准,因此为测量带来一些困难。
把这个原则用于刀具补偿,应当分别以 X和 Z 的基准点来测量刀具长度刀尖半径 R, 0~8。
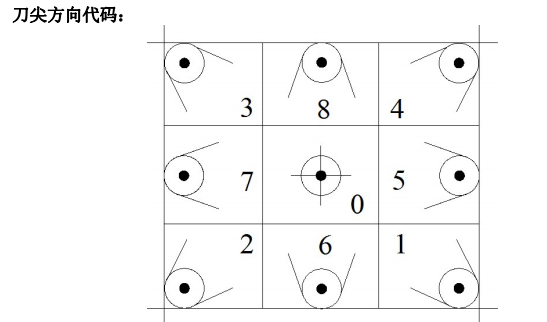
这些内容应当在加工前输入进刀具偏置表中,进入刀具偏置页面,将刀尖圆弧半径值输入 R 地址中,刀尖方向代码输入在 T 地址中。
注意:G40/G41/G42 只能同 G00/G01 结合编程,不允许同 G02/G03 等其它指令结合编程。因此,在编入 G40/G41/G42 的 G00 与 G01 前后两个程序段中 X、Z 至少有一值变化。在调用新刀具前必须用 G40 取消补偿。在使用 G40 前,刀具必须已经离开工件加工表面。
3.举例:G00 G41 X5. Z5.; 加入刀具左偏
G02 X25. Z25. R25.;
G00 G40 X10. Z10.; 撤销刀偏


扫一扫 了解更多
 收藏网站
收藏网站 联系我们
联系我们 网站地图
网站地图 CW61100普通卧式车床
CW61100普通卧式车床 CK6180x1500数控车床
CK6180x1500数控车床 CK61100x1500数控车床
CK61100x1500数控车床 CK6150X1500数控车床
CK6150X1500数控车床