
FANUC系统车床编程G71外圆粗车固定循环
格式:
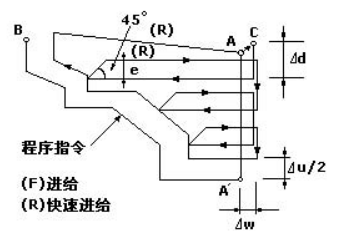
G71 U △d) R(e) ;
G71 P(ns) Q(nf) U(△u) W(△w )F(f) S(s) T(t);
从顺序号 ns 到 nf 的程序段,指定 A 及 B 间的移动指令。
△d: 吃刀量(半径指定),无符号。切削方向依照
AA’的方向决定。本指定是状态指定,在另一个值指定前不会改变。参数(NO.5132)指定。
e: 退刀量。本指定是状态指定,在另一个值指定前不会改变。参数(N.5133)指定。
ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号。
△u: X 方向精加工余量的距离及方向。(直径/半径)
△w: Z 方向精加工余量的距离及方向。
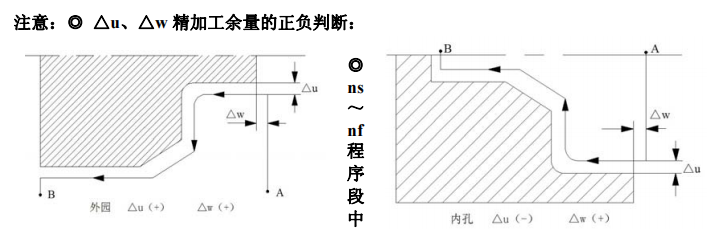
注意:◎ △u、△w 精加工余量的正负判断:
F、S 或 T 功能在(G71)循环时无效,而在(G70)循环时ns~nf 程序段中的 F、S 或 T 功能有效。
◎ ns~nf 程序段中恒线速功能无效。
◎ ns~nf 程序段中不能调用子程序。
◎ 起刀点 A 和退刀点 B 必须平行;
◎ 零件轮廓A~B间必须符合X轴、Z轴方向同时单向增大或单向减少;
◎ ns 程序段中可含有G00、G01指令,不许含有Z轴运动指令。
功能: G71 指令的粗车是以多次 Z 轴方向走刀以切除工件余量,为精车提供一个良好的条件,适用于毛坯是园钢的工件。
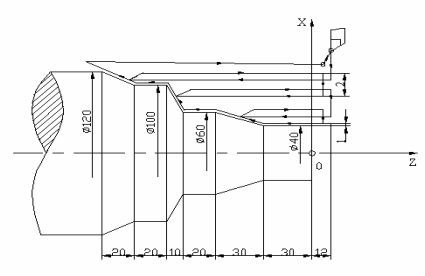
例:按右图所示尺寸编写外圆粗切循环加工程序。
N10 T0101 M03 S450
N20 G00 G42 X121. Z10. M08 起刀位置
N30 G71 U2. R0.5 外圆粗车固定循环
N40 G71 P50 Q110 U2. W2. F0.2
N50 G00 X40. //ns 第一段,此段不允许有 Z 方向的定位。
N60 G01 Z-30.
N70 X60. Z-60.
N80 Z-80.
N90 X100. Z-90.
N100 Z-110.
N110 X120. Z-130. //nf 最后一段
N120 G00 G40 X200. Z140. M09
N130 M05 主轴停
N140 M30


扫一扫 了解更多
 收藏网站
收藏网站 联系我们
联系我们 网站地图
网站地图 CK6163x1500数控车床
CK6163x1500数控车床 CK6140x1000数控车床
CK6140x1000数控车床 CK61125x1500数控车床
CK61125x1500数控车床 CK61100x1000数控车床
CK61100x1000数控车床