
数控车床G71指令内径粗加工图文实例
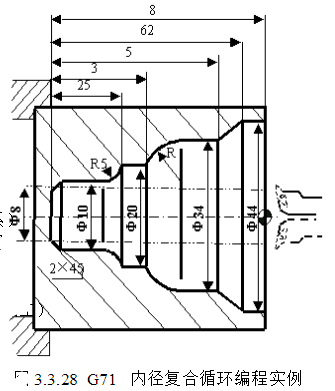
内径粗加工复合循环编制图所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量退刀量为lmm,X方向精加工余量为0.4mm,Z方向精加工余量为0.1mm,其中点划线部分为工件毛坯。
%3328
N1 T0101 (换一号刀,确定其坐标系)
N2 G0 X80 Z80 (到程序起点或换刀点位置)
N3 M03 S400 (主轴以400r/min正转)
N4 X6 Z5 (到循环起点位置)
G7 1U1R1P8Q16X-0.4Z0.1 F100 (内径粗切循环加J
N5 GOO X80 Z80 (粗切后,到换刀点位置)
N6 T0202 (换二号刀,确定其坐标系)
N7 GOO G42 X6Z5 (刀尖园弧半径补偿)
N8 GOO X44 (精加工轮廓开始,到中44外圆处)
N9 G01 W-20 F80 (精加工中44外圆)
N10 U-10 W-10 (精加工外圆锥)
N11 W-10 (精加工Φ34外圆)
N12 G03 U-14W-7R7 (精加工R7圆弧)
N13 G01 W-10 (精加工¢20外圆)
N14 G02 U-10W-5R5 (精加工R5圆弧)
N15 G01 Z-80 (精加工Φ10外圆)
N16 U-4W-2 (精加工倒2X45°角,精加工轮廓结束)
N17 G40 X4 (退出已加工表面,取消刀尖园弧半径补偿)
N18 G00 Z80 (退出工件内孔)
N19 X80 (回程序起点或换刀点位置)
N20 M30 (主轴停、主程序结束并复位)


扫一扫 了解更多
 收藏网站
收藏网站 联系我们
联系我们 网站地图
网站地图 CK6166x1000数控车床
CK6166x1000数控车床 CK6136x1500数控车床
CK6136x1500数控车床 CK61100x3000数控车床
CK61100x3000数控车床 CK6140x1500数控车床
CK6140x1500数控车床